
在我们软包装业界里,通常有这样的描述:七分制版,三分印刷。版辊是我们软包装印刷的重要载体之一,决定着凹版印刷质量的优劣,产品包装的效果,同时直接影响产品品牌传播与市场竞争力。
一、追不到标样色相
当油墨的色相不一样、油墨黏度没有控制好时,就会发生追不到标准样的色相问题。但当这些因素排除后还出现印刷时无法追到色样的情况时,就要考虑版辊方面的问题了。一般来说,只要保证版辊清洁,就能控制好这个问题。
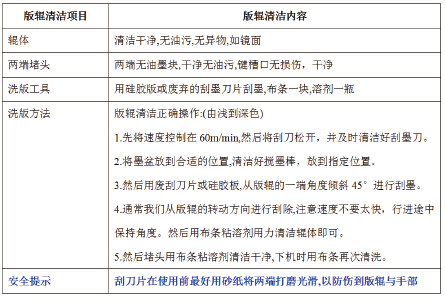
版辊清洁与保养非常重要,只有一丝不苟地做好版辊的清洁与保养工作,才能对后续的印刷质量与版辊的寿命有保障。故而企业应该建立标准的版辊清洁标准与保养工作流程,如表一。
表一:印刷车间版辊清洁标准
二、车间的返版率居高不下
印刷版辊老是出问题,返版率居高不下,一支版返版费用少则一百多,多则上千都有。常出现的版辊毛病有掉铬、碰伤、撞伤、刮伤、氧化等。返版率过高直接反映出车间内部管理出现了问题,也会加大企业的生产成本。
有效降低版辊的返版率,这也是我们生产管理当中的重点,我们建议:
1、在上文所述的版辊清洁基础上,建立版辊管理小组,即版辊组;
2、制定适宜车间的版辊管理制度,用奖惩性的措施来加强管理力度;
3、制定合适专用的版辊使用工具,即运版车,并培训版辊使用安全标准操作过程;
4、建立可追溯性的版辊标准流程记录,来监控版辊的使用过程。
三、印刷车间生产效率低
我们是否在正常的生产当中,因上错了版辊,装错了版辊序号,或者是打样才发现版辊有问题,更严重的是什么都准备好了,开机正常生产了,才发现版辊有质量问题,不能生产,只能拆版、换版。这种现象一多,最为直接的影响是订单无法按计划完成,耽误交货期,从而引发合同责任赔偿,同时还会打乱整体的生产安排计划,造成上下工序无法正常运作。
企业应该:
1、建立合理的版辊交接管理制度;
2、建立版辊上机前检查的内部管控制度;(这点建议最好是强制性执行)
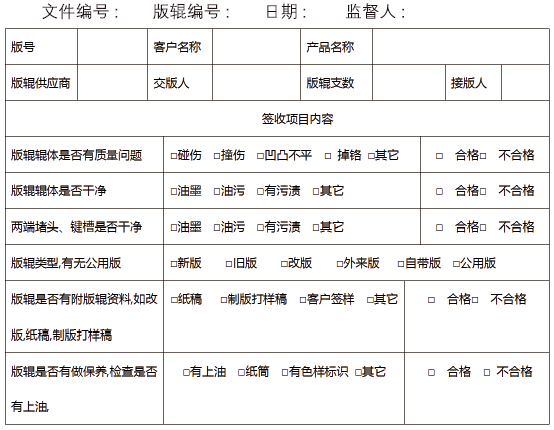
3、培训车间内部操作人员的质量意识,可采用数据与现场操作相结合的培训方式。
表二:凹印版辊内部质量签收表
四、版辊常见质量问题
印刷操作过程中,常见的版辊问题有:刮伤,碰伤,撞伤,版凹,掉铬等。
1、刮伤
刮伤是指版辊在印刷中和印刷后,整个版面一周有一条或几条刮的线条,非常清晰可见,严重的可能露铜,轻则影响印刷品质量,重则版辊报废需要重新雕刻。
刮伤的主要原因是印刷操作不当造成的。我们现有的操作方法存在误区:在印刷调整刮刀压力时,我们有的印刷师傅用的是手动来压刀,而不是通过刮刀气缸来调整刮刀的压力。另外在出现刮不干净的质量问题时,通常狭隘的理解为刮刀的压力过小,通过刮刀压力值来控制刮不干净,还有人直接关掉刮墨刀的摆动冲程来解决问题。如果采用以上的方法进行操作,将直接加大刮墨刀与版辊之间的摩擦,在高速的印刷条件下,刮墨刀与版辊之间直接硬碰硬的接触,失去了应该有的弹性。这样一来刮墨刀压力过大,摩擦力加大,刀刃很快会被磨平,出现翻转,版辊出现破坏,网点及铬层开始变浅,从而在版面某一位置上出现刮刀线条,造成版辊与刮墨刀损伤。
解决方法:在装配刮墨刀时,要注意三点一线的平行度。培养员工掌握刮墨刀的正确操作使用方法,懂得如何通过正确调整刮墨刀处理印刷质量问题。
2、碰、撞伤
在版辊运输过程中,或在印刷操作过程中,因异物碰撞到了辊体,产生局部区域伤痕,并对图文部位的信息产生影响。
碰、撞伤的主要原因是版辊在搬运过程中,没有注意防护措施或动作幅度过大,印刷上机操作的程序有偏差造成。这是因为员工拆装版辊时随意性太强,没有使用专用的版辊拆装工具,操作人员没有经过培训,动作不规范。印刷车间在使用版辊时,操作不规范,操作过程中的程序有问题。撞伤、碰伤多发生在新员工或责任心不强的员工身上。
建议:制定合适正确的版辊进出管理标准和作业程序,可以培训员工正确操作与使用版辊,制作合适的版辊专用工具,如运版车、上版车等,更重要的是要注意做好质量与责任意识的培训工作。
3、版凹
版凹是指版辊在生产过程前或过程中,有某个区域出现凹陷,造成图文部位无法完整印刷出来。
版凹主要产生的原因在于版辊的供应商,这类问题在正规的版辊供应商中还是比较少出现的。但有一个现象值得我们注意,即漏雕。
建议企业对每批版辊除了常规检查外,更重要的是对每根版辊的辊体进行详细检查,在印刷上机时,清洁版辊时要注意手部与版辊接触时的感觉,有版凹的地方与正常的辊体区别比较明显,这个要注意去总结才能更好地发现,其次是在打完整的样品后,要注意仔细地检查,就可以发现以上问题。
4、掉铬
版辊辊体在某一区域出现间断性或连续性的铬层脱落现象,直接影响产品的图文信息无法印刷,出现残缺。
掉铬主要原因是版辊的铬层厚度与处理效果不合格,另外主要是印刷后期的储存环境与操作、保养与清洁不佳都会造成掉铬。目前很多软包装企业都在谈成本节省概念,制版厂同样有这样的概念。在选择版辊供应商时,企业不要只考虑价格,更要考虑的是质量。市场上有的制版厂一平方要0.13元,有的说我可以只要0.1元,还有更低的。诚然有些企业可能在技术与管理上有成本的空间,可以在市场上以更低价格竞争同时还保证质量,但这只是少数, 价格便宜的版辊,其铬层的处理与厚度有一定的偏差,其次是版辊整体的光度,网点及堵头两端质量也会有偏差。所以我们要选择优质的供应商,才能保证我们的产品质量与版辊质量,减少损失。
建议企业选择合适质量、价格、信誉优秀的软包装版辊供应商进行合作,版辊最好立式放置,辊体用透气的塑料膜包好,外面用瓦楞纸包好,放在指定区域,版房应干燥通风,无潮湿,操作人员严禁用手直接接触辊体,应该有专用的工具进行防护。辊体要涂专用的防锈油进行保护。